




隔离泵修复解决方案
油隔离泵的工作原理
电动机的转动经过皮带和变速箱减速后,传至偏心轴、连杆、十字头机构, 带动活塞作往复运动。当活塞向左移动时,活塞左侧活塞缸的空间增大,与左侧 相连的隔离罐上部的透平油被吸入活塞缸内,同时流体(灰浆)经入口阀箱、Z形 管,从隔离罐的下部进入。这时隔离罐内的油水界面上移,完成了吸入行程。当 活塞向左移动时,油被压回油隔离罐,由于隔离罐体上的各阀门已关闭,迫使油 水界面下移,把流体(灰浆)从隔离罐压出,并经Z形管、出口阀箱、空气室输送 到出口管路中去。至此活塞的左侧完成了一个吸入、排出的过程。同时活塞的右 侧,通过与其连接的另一隔离罐和另一组阀箱,完成了一个排出、吸入的过程。 活塞不断地往复运动,流体(灰浆)不断由入口管吸入,由出口管排出达到“连续” 输送流体(灰浆)的目的。
水隔离浆体泵工作原理
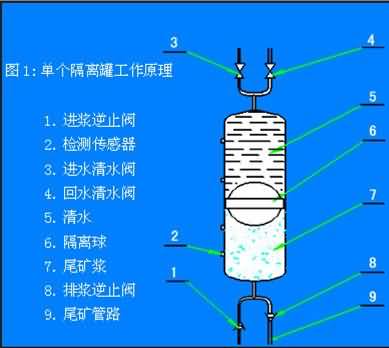
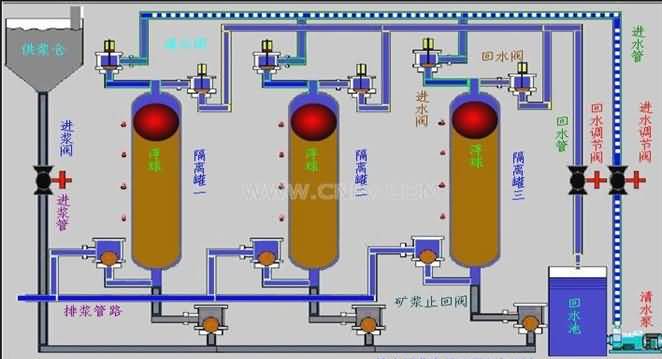
水隔离浆体泵是由高位矿浆池(浓缩池或喂料泵)向隔离罐中浮球下部喂矿浆,再用清水泵向浮球上部供高压清水,再通过浮球将压力传递给矿浆,并把矿浆推到外管线输送到指定地点。由微机控制的液压站驱动六台清水阀,使三个隔离罐交替排浆、喂浆,实现均匀稳定输送。通过传感器反馈的信号,微机对系统进行实时监控,并由故障诊断专家系统对故障进行分析、判断,再通过可视化系统提示给操作者。该产品的总体思路与原理具有创新性。它利用高效率、长寿命的离心式清水泵作动力源采用巧妙的隔离装置——浮球,把工作介质(清水)与被传输介质(矿浆)隔离开。隔离装置即将清水动力传递给浆体,还将离心泵的旋转运动方式转变成了容积泵的往复运动方式。使本产品兼具离心泵流量大,往复泵扬程高的双重特点。
新型磁力隔离泵
无刷直流磁力驱动泵的磁铁与叶轮注塑成一体组成电机的转子,转子中间有直接注塑成型的轴套,通过高性能陶瓷轴固定在壳体中,电机的定子与电路板部分 采用环氧树脂胶灌封于泵体中,定子与转子之间有一层薄壁隔离,无需配以传统的机械轴封,因而是完全密封。电机的扭力是通过矽钢片(定子)上的线圈通电后产 生磁场带动永磁磁铁(转子)工作运转。 对磁体进行n (n为偶数) 级充磁使磁体部分相互组成完整藕合的磁力系统。当定子线圈产生的磁极与磁铁的磁极处于异极相对,即两个磁极间的位移角Φ=0,此时磁系统的磁能最低;当磁 极转动到同极相对,即两个磁极间的位移角Φ=2π/n,此时磁系统的磁能最大。去掉外力后,由于磁系统的磁极相互排斥,磁力将使磁体恢复到磁能最低的状 态。于是磁体产生运动,带动磁转子旋转。
无刷直流水泵通过电子换向,无需使用碳刷,磁体转子和定子矽钢片都有多级磁场,当磁体转子相对定子旋转一个角度后会自动改变磁极方向,使转子始终保持同级排斥,从而使无刷直流磁力隔离泵有较高的转速和效率。
磁力隔离泵的定子与转子完全隔离,完全避免了传统的电机式无刷直流水泵存在的液体泄漏问题。而且可以完全潜水使用并且完全防水,有效的提高了泵的使用寿命及性能。
隔离泵修复工艺:
(一)、施工条件:
1.施工时基材表面温度必须大于露点温度3℃,相对湿度必须低于60%;
2.建议施工15℃~32℃环境温度下进行。
(二)、制定施工方案:
1.根据新设备或图纸,确定修复后设备应达到的外廊尺寸;
2.制作相应尺寸模具。
(三)、表面处理:
1. 对设备冲蚀缺损部位进行补焊,选用与设备基材同材质或接近的钢板/钢筋进行骨架焊接;
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。用氧气乙炔将火焰调整到10CM长,以5cm/min的速度,使火焰反复均匀烘烤工件表面,去除工件表面的油脂和潮气;
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护。
(四)、耐磨防腐材料选用:
1.NPT-YHL-2.0-3.0特种耐磨修复材料
2.NPT-16耐磨修复材料
3.NPT-100耐磨修复材料
该材料能在流体环境中抗强腐蚀强气蚀并有极好的抗冲击性。可长期抵御流体中夹带固体(如砂石)的冲击。适用(-20℃~250℃)设备过流冲蚀、设备的大面积修复、设备预涂耐磨层。
(五) 、耐磨材料施工:
1、NPT耐磨材料使用注意事项:
①.严格按照NPT耐磨材料的比例混合,搅拌均匀。搅拌不均匀会出现局部不耐磨情况。具体调和比例及固化时间参照产品数据表。
②.充分混合材料后需在3分钟内用完,否则材料会固化变硬,固化后的材料不能使用,如果使用固化后的材料会出现局部掉层现象。
2、 NPT耐磨材料使用顺序:
①.先预热已喷砂的设备,再将NPT-16耐磨修复材料按比例混合搅拌均匀,用批刀或塑料刮板将混合后的修复材料涂与设备大部分磨损较轻的部位,朝一个方向涂抹,一边涂抹一边压实;
② .NPT-YHL- 2.0-3.0特种耐磨修复材料按比例混合,搅拌均匀后用批刀或塑料刮板将材料涂抹在磨损较严重的部位,朝一个方向涂抹,一边涂抹一边压实;
③.在材料初固前,使用刮板将涂层的材料表面修理平整;
④.初固后,将NPT- 100耐磨修复材料按比例充分混合搅拌,用塑料刮板将搅拌后的材料均匀涂抹在已涂抹耐磨材料的表面,进行封层处理,初固前将表面修补平整;
⑤.气温较低时,可以将NPT-A组分设备专用修复材料加热至30~40℃,使材料容易搅拌;
⑥.加温固化:施工完成的工件停留30分钟进行加温固化,按固化温度表进行加温。
(六)、研磨验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸为为准;
2.验收:配套设备进行组装,确保正常运转,密封相配面应试配合格;
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。
热线电话:0379-60679277
客户服务:17737913770
商务经理:17737905110
邮箱:lynptxcl@126.com
地址:河南省洛阳市洛龙区

