

往复泵修复解决方案
一、工作原理:
①活塞由电动的曲柄连杆机构带动,把曲柄的旋转运动变为活塞的往复运动;或直接由蒸汽机
驱动,使活塞做往复运动;
②当活塞从右向左运动时,泵缸内形成低压,排出阀受排出管内液体的压力而关闭;吸入阀受缸内低压的作用而打开,储罐内液体被吸入缸内;
③当活塞从左向右运动时,由于缸内液体压力增加,吸入阀关闭,排出阀打开向外排液。
由此可见,往复泵是依靠活塞的往复运动直接以压力能的形式向液体提供能量的。
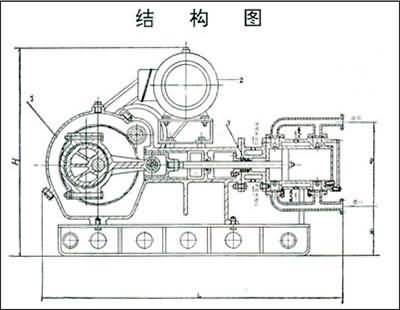
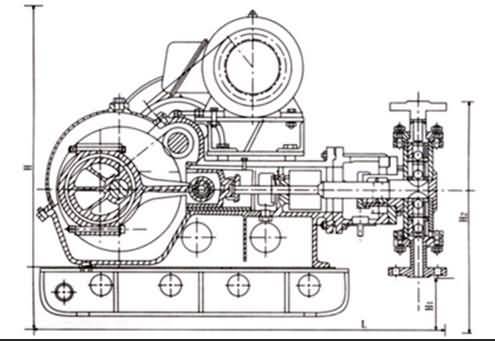
二、往复泵的结构
往复泵的结构如图所示,主要部件包括:泵缸;活塞;活塞杆;吸入阀、排出阀。其中吸入阀和排出阀均为单向阀。
三、类型
按作用方式往复泵可分为:
(1)单动泵:活塞往复运动一次,吸、排液交替进行,各一次,输送液体不连续;
(2)多动泵:活塞两侧都装有阀室,活塞的每一次行程都在吸液和排液,因而供液连续。
按动力来源可分为:
(1)电动往复泵:最常见的一类;
(2)汽动往复泵:可用于某些特殊场合或特殊用途,如有廉价蒸汽资源或易燃易爆料液的输送等。
四、往复泵的特性及调节
(1)流量的不均匀性:
由于往复泵的结构所致其瞬时流量不均匀,尤其是单动往复泵就更加明显。实际生产中,为了提高流量的均匀性,可以采用增设空气室,利用空气的压缩和膨胀来存放和排出部分液体,从而提高流量的均匀性。采用多缸泵也是提高流量均匀性的一个办法,多缸泵的瞬时流量等于同一瞬时各缸流量之和,只要各缸曲柄相对位置适当,就可使流量较为均匀。
(2)流量的固定性:
往复泵的瞬时流量虽然是不均匀的,但在一段时间(一个工作周期)内输送的液体量却是固定的,仅取决于活塞面积、冲程和往复频率。往复
泵的理论流量是由单位时间内活塞扫过的体积决定的,而与管路的特性无关。
(3)往复泵的压头
因为是靠挤压作用压出液体,往复泵的压头理论上可以任意高。但实际上由于构造材料的强度有限,泵内的部件有泄漏,故往复泵的压头仍有一限度。而且压头太大,也会使电机或传动机构负载过大而损坏。
往复泵提供的压头则只与管路的情况有关,与泵的情况无关,管路的阻力大,则排出阀在较高的压力下才能开启,供液压力必然增大;反之,压头减小。这种压头与泵无关,只取决定管路情况的特性称为正位移特性。具有正位移特性的泵称作正位移泵。
(4)往复泵的安装使用
往复泵的效率一般都在70%以上,最高可达90%,它适用于所需压头较高的液体输送。往复泵可用以输送粘度很大的液体,但不宜直接用以输送腐蚀性的液体和有固体颗粒的悬浮液,因泵内阀门、活塞受腐蚀或被颗粒磨损、卡住,都会导致严重的汇漏。
①由于往复泵是靠贮池液面上的大气压来吸入液体,因而安装高度有一定的限制。
②往复泵有自吸作用,启动前无需要灌泵。
③一般不设出口阀,即使有出口阀,也不能在其关闭时启用。
(5)往复泵的流量调节方法:
①旁路阀调节:泵的送液量不变,只是让部分被压出的液体返回贮池,使主管中的流量发生变化。显然这种调节方法很不经济,只适用于流量变化幅度较小的经常性调节;
②改变曲柄转速:因电动机是通过减速装置与往复泵相连的,所以改变减速装置的传动比可以很方便地改变曲柄转速,从而改变活塞往复运动的频率,达到调节流量的目的;
③改变活塞行程:改变活塞往复运动的距离。
往复泵修复工艺:
(一)、施工条件:
1.施工时基材表面温度必须大于露点温度3℃,相对湿度必须低于60%;
2.建议施工15℃~32℃环境温度下进行。
(二)、制定施工方案:
1.根据新设备或图纸,确定修复后设备应达到的外廊尺寸;
2.制作相应尺寸模具。
(三)、表面处理:
1. 对设备冲蚀缺损部位进行补焊,选用与设备基材同材质或接近的钢板/钢筋进行骨架焊接;
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。用氧气乙炔将火焰调整到10CM长,以5cm/min的速度,使火焰反复均匀烘烤工件表面,去除工件表面的油脂和潮气;
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护。
(四)、耐磨防腐材料选用:
1.NPT-12耐磨修复材料
2.NPT-100耐磨修复材料
该材料能在流体环境中抗强腐蚀强气蚀并有极好的抗冲击性。可长期抵御流体中夹带固体(如砂石)的冲击。适用(-20℃~250℃)设备过流冲蚀、设备的大面积修复、设备预涂耐磨层。
(五) 、耐磨材料施工:
1、NPT耐磨材料使用注意事项:
①.严格按照NPT耐磨材料的比例混合,搅拌均匀。搅拌不均匀会出现局部不耐磨情况。具体调和比例及固化时间参照产品数据表。
②.充分混合材料后需在3分钟内用完,否则材料会固化变硬,固化后的材料不能使用,如果使用固化后的材料会出现局部掉层现象。
2、 NPT耐磨材料使用顺序:
①.先预热已喷砂的设备,再将NPT-12耐磨修复材料按比例混合搅拌均匀,用批刀或塑料刮板将混合后的修复材料涂与设备大部分磨损较轻的部位,朝一个方向涂抹,一边涂抹一边压实;
② .在材料初固前,使用刮板将涂层的材料表面修理平整;
③.初固后,将NPT- 100耐磨修复材料按比例充分混合搅拌,用塑料刮板将搅拌后的材料均匀涂抹在已涂抹耐磨材料的表面,进行封层处理,初固前将表面修补平整;
④.气温较低时,可以将NPT-A组分设备专用修复材料加热至30~40℃,使材料容易搅拌;
⑤.加温固化:施工完成的工件停留30分钟进行加温固化,按固化温度表进行加温。
(六)、研磨验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸为为准;
2.验收:配套设备进行组装,确保正常运转,密封相配面应试配合格;
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。
热线电话:0379-60679277
客户服务:17737913770
商务经理:17737905110
邮箱:lynptxcl@126.com
地址:河南省洛阳市洛龙区

