


浮选柱修复解决方案
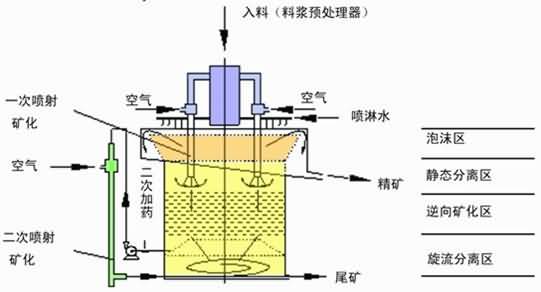
该机的主体结构通常是一个带充气器(气泡发生器)的圆柱形筒体(亦可是正方形或矩形柱),筒体内附有给矿装置,泡沫溢出或刮出装置以及泡沫槽、压缩空气输入管网和风包等。(见图)浮选柱工作时,经药剂调和好的矿浆由柱体中上部的给矿装置给入;压缩空气经输入管网和风包,然后透过多孔介质(如微孔塑料短管)从柱体底部鼓入,使在柱体内形成大量细小气泡。矿粒在重力作用下缓缓下降,气泡穿过向下流动的矿浆升浮,矿粒与气泡通过逆流接触与碰撞,实现气泡选择性矿化。(见气泡矿化)矿化气泡升浮至矿液面聚集形成泡沫层,溢出或用刮板刮出后得泡沫产品(一般为精矿);尾矿则由柱底借助提升装置排出。柱体内自矿浆给入口至柱顶称为精选区,主要作用是提高泡沫产品的品位;由矿浆给入口至柱底称为捕集区,主要作用是捕集欲浮出的目的矿物,提高回收率。
工作原理
• 板式浮选柱其断面形状有圆形、方形或上方下圆形。矿浆由上部给矿管给入,均匀地流入浮选柱内。压缩空气是经柱体下端的充气室通过竖置的空气管充入柱内。形成的大量细小气泡均匀地分布在整个断面上,矿浆在重力作用下缓缓下降,气泡由下往上缓缓升起,与矿浆中所要选取的有用矿物在柱中不断相遇。在对流运动中由于药剂的作用,所要选取的矿物便附着于升起的气泡表面上,在柱体上部形成矿化泡沫层,由刮板刮入或自溢到精矿槽中,其余矿物(一般是脉石或非选矿物)则从柱体下部锥底的尾矿管排出。 还有一种自溢式浮选柱。 自溢式浮选柱是由上体、中间圆筒和下体组成,整个柱体为圆形。浮选柱中的给矿管有多种深度,其给矿点数 目视柱径大小而异,分为三、四和八点。浮选柱的充气是由风源经柱体下端的风室通过风管进入竖置的微孔塑料空气管。
主要类型
• 全截面气升式微泡浮选机(柱)
• 此浮选机是利用浮选柱的原理制作而成,兼有浮选机与浮选柱的优点,并有效地克服了两者的缺点。
•此浮选机其特点为:结构简单,维护方便,超高的选矿回收率,降低能耗80%以上,充分利用气体,最小的药剂用量,超长的易损件寿命。因其特殊原理和结构,大大缩短浮选工艺阶段并最大程度的降低了设备和基建投资。
使用的耐磨修复材料:
NPT耐磨修复材料系列(一代):NPT-1-C30、NPT-1-C16;NPT-1-J30、NPT-1-J16;NPT-1-G30、NPT-1-G16;
NPT耐磨修复材料系列(二代):NPT-2-C30、NPT-2-C16;NPT-2-J30、NPT-2-J16;NPT-2-G30、NPT-2-G16;
NPT特种耐磨修复材料系列:NPT-YHG(1.0-1.4)、NPT-YHL(1.0-1.4).(注:产品的详细参数及性能见产品展示)
修复方法
1、表面处理:对需处理的工件进行补焊、脱脂处理、喷砂除锈。
①补焊:对过量冲蚀,不足以支撑胶粘剂强度的部位需要进行补焊。
②脱脂、除潮处理:去除工件表面的油脂,以棉纱擦拭工件表面,棉纱无油渍、水渍。用氧气乙炔将火焰调整到10CM长,以5cm/min的速度,使火焰反复均匀烘烤工件表面,去除工件表面的油脂和潮气。
③喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。
2、制作:模具、工具准备,将工件预热,胶粘剂预热,严格按照胶粘剂配比进行混合搅拌,搅拌完成后的胶粘剂盛在料盘中对预热完成的工件进行施胶,混合后的胶粘剂在料盘中停留时间不能超过3分钟,以保证胶粘剂对工件的充分粘合。施工完成后,对检查出的缺陷进行及时修补。
3、加温固化:施工完成的工件停留30分钟进行加温固化。
4、研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,密封相配面应试配合格。
5、喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。
热线电话:0379-60679277
客户服务:17737913770
商务经理:17737905110
邮箱:lynptxcl@126.com
地址:河南省洛阳市洛龙区

